If you are responsible for keeping a plant running, managing a capital project, or sourcing critical replacement components, you have likely asked this question more than once:
“How long is this going to take?”
When it comes to metal parts manufacturing, the honest answer is frustrating but true: It depends.
A standard bracket pulled from inventory may ship the same day. A large, custom-fabricated structure with engineered drawings, specialty materials, and tight tolerances can take weeks—or months.
For plant managers and engineers, this variation creates planning risk. Downtime is expensive. Capital schedules are tight. Maintenance windows are short. And procurement teams want firm delivery dates.
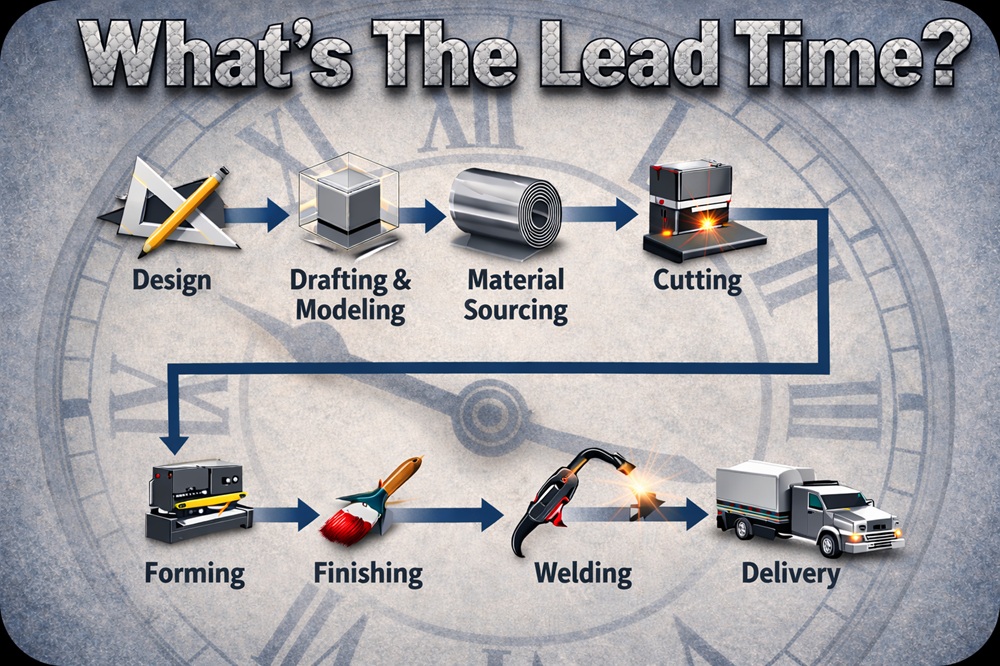
While there is no fixed answer to how long a part or assembly will take to manufacture, we can educate you on what variables drive the timeline. Let’s step through the process steps and variables:
At first glance, the difference seems obvious. A standard part is already made, but a custom part is not.
But that explanation barely scratches the surface. The real difference is not just availability.
It is the manufacturing system behind the part.

Standard metal parts—bolts, brackets, hinges, structural clips, common frames, repetitive designed to make the same part thousands or even millions of times. Even more complex assemblies such as shelving units, trays, and simple railings can be purchased through a variety of vendors both local and online.
Production environments for these repetitive processes often include:
These systems require significant upfront investment in tooling and programming. However, once dialed in, they deliver fast cycle times, minimal labor, repeatability, and low per-piece cost
Because these parts are interchangeable and broadly applicable, distributors often stock them in large quantities. That is why a standard bracket or coupling can often ship the same day.
Custom metal parts and assemblies are very different than standard parts. They are built for:
Because of that uniqueness, custom fabrication cannot rely on dedicated, high-volume tooling. Even when advanced equipment such as CNC lasers, press brakes, and robotic welders are used, each new custom job typically requires:
In many cases, the setup time rivals or exceeds the production time, especially for low-quantity jobs. This is where timelines begin to stretch and costs increase as compared to a standard part.
Modern fabrication shops use automated equipment. But automation in a custom environment is different than automation in a mass-production environment.
In high-volume manufacturing:
In custom fabrication:
This variability from one project to the next requires additional planning, increased setup time, more inspection steps, and more coordination between engineering and production. But even with these additional requirements, a well-run shop will be able to move from job to job with efficiency and flexibility.
Custom fabrication trades raw speed for adaptability, but adaptability takes time.
Understanding this distinction is critical before asking, “Why does this custom assembly take three weeks instead of three days?”
The answer lies not in effort, but in process design and complexity.
Once a part moves out of the world of standard inventory and into the world of custom manufacturing, the timeline changes because the work itself changes.
Before steel is cut or aluminum is formed, the shop has to understand exactly what is being built, what it must do, what it must fit, and how it will be made. That means custom manufacturing is a chain of connected steps, and every link in that chain affects lead time.
The first step is making sure the part can be manufactured and will work in the field.
That may involve:
Without a solid design step, the entire project can take much more time.
Once the design is understood, the part usually needs to be translated into something production equipment can use.
Examples of such outputs are:
In a standard production environment, these programs usually exist and are run every day, but in custom fabrication, they have to be built or adjusted for each new job.
Custom fabricators often don’t keep a lot of raw material inventory on hand. With such a dynamic mix of materials and raw metal configurations, many shops order materials on a job-by-job basis.
Most bulk metal suppliers do hold large amounts of inventory, so lead times might be only 1-2 days. However, as you get into specialty grades of stainless steel or aluminum, lead times can run into 1-2 weeks.
If there are any parts that the custom fabricator cannot make in-house, there is an additional lead that can be up to 3-4 weeks to receive that part.
For example, perhaps there are some steel tubes that need to be bent into perfect circles, and the shop doesn’t have the ability to perform that rolling. Every shop has different capabilities, and complex jobs might have a part or two within a larger assembly that must be outsourced.
After planning and material release, raw material is cut into usable part shapes using lasers, saws, or plasma.
This is often one of the fastest visible steps in the process. Modern cutting systems are precise and efficient. Furthermore, many of these modern tools can be setup to run a program overnight without much supervision. When you can run equipment 24 hours a day without having full shifts working those hours, it makes lead times go way down.
However, custom fabrications often don’t require large volumes of the same part. Thus, even with automated equipment, running a program after hours might not be as productive as with standard parts. If a custom job has four hours of time to make one part design on a laser table, then once completed, there is no one there to switch the program and material to the next part design.
Thus, automation within custom fab shops helps, but it isn’t the huge advantage that standard parts production facilities would see.
Once parts are cut, they often need additional shaping.
That may include:
This is where custom geometry begins to slow things down. A simple bent bracket may need only a few quick hits in a press brake. A complex assembly with multiple bends, tight tolerances, and critical hole locations may require several setups and repeated checks.
For many custom metal parts and fabrications, welding is the step where labor hours increase sharply.
Usually a fixture of some sort needs to be built to hold pieces in their proper places. Then the various parts get clamped into that fixture so they can be tack welded. Once the assembly is tacked, all measurements and squareness must be checked.
Once approved, full weld-out can occur. But even then, it’s not simply laying down a line of weld. Too much heat distorts metal, and some metal are much more sensitive than others. That means the welder must move around the assembly in a way that disperses the heat from the welding.
That adds significant time. If it isn’t done correctly, then there is added time to work any warping out of the assembly before it is ready for the finishing step.
This is one of the biggest differences between light custom work and more complex fabrications. Automated machines can be run by almost anyone, but this step requires someone with years of experience and skill.
After fabrication, parts often still need post-processing before they are ready for service.
That can include:
These steps are important for safety, appearance, corrosion resistance, and field performance.
They also add time, especially when you’re dealing with coatings that need to dry and cure before being handled for transport.

The last steps are often treated as minor details, but they are part of the manufacturing timeline too.
Custom jobs may require:
In some cases, inspection is quick. In other cases, it can consume a few hours. The part marking step is critical for jobs where a field team is installing and needs to assemble things in the field.
There is no single lead time for custom metal parts. The range is wide because the variables are wide. But most custom fabrication projects fall into a few practical categories.
Examples include small brackets, guards, plates, or simple formed components.
Typical timeline:
Typical total lead time: 3–7 business days.
These parts move quickly because the geometry is simple and the number of process steps is limited.
Examples include equipment frames, platforms, stairs, machine bases, or multi‑component assemblies.
Typical timeline:
Typical total lead time: 2–4 weeks.
This is the most common range for custom industrial fabrication.
Examples include structural platforms, large tanks, complex equipment assemblies, or projects requiring installation coordination.
Typical timeline:
Typical total lead time: 4–10 weeks.
Projects at this scale are less about machine time and more about coordination, sequencing, and labor.
Across all project sizes, a few variables dominate the schedule:
As you would expect, when the stars all align, even a large project can move quickly. But that doesn’t happen often. As a customer trying to predict your own project, the timelines given in the last section are a solid starting point.
To get a more refined timeline, you have to request a quote from a fabrication shop. They will work with you on the preliminary design and drafting steps in order to get enough information to provide both pricing and timing.
Depending on your needs, paying a small premium for a shop that can expedite your work might be worth it. At On Time Fab, we work very closely with you to understand your project and develop plans up front that minimize surprises in both cost and timing. We’d love a chance to look at your next project! Request a quote here.